Jednou z dôležitých úloh automobilového priemyslu je znižovať hmotnosť vyrábaných vozidiel, aby sa ich spotreba a aj ich škodlivé emisie zmenšili. Jeden zo spôsobov dosiahnutia menšej hmotnosti je použitie ľahkých materiálov, v súčasnosti ide najmä o zliatiny hliníka, horčíka a titánu.
Oceľový plech prispieva k hmotnosti automobilu približne 400 kg, všetky ocele v celkovom súčte tvoria 55 – 60 % hmotnosti vozidla. Napriek tomu, že oceľ je stále dominantný materiál pri výrobe automobilov, čoraz častejšie sa vníma ako materiál včerajška. Výrobcovia automobilov sa usilujú znížiť ich hmotnosť, pretože sa následne zvýši celkový výkon, ovládateľnosť a zníži sa spotreba. Zmenšením hmotnosti automobilu o 10 % sa znižuje spotreba paliva asi o 7 %, čo znamená, že zredukovanie hmotnosti o 1 kg sa prejaví aj merateľne v znižovaní CO2 emisií. Ukázalo sa, že 20-percentné zmenšenie hmotnosti sa môže dosiahnuť kombináciou odlišných materiálov, najmä spojením hliníka s titánom.
Výhody titánu
Ľahké kovy a ich zliatiny sú dôležité konštrukčné materiály s vysokým pomerom pevnosti a hmotnosti. Preto niet divu, že stúpa dopyt po spojoch z odlišných materiálov, ako sú napríklad spoje hliníka s titánom, ktoré sa využívajú najmä v automobilovom a leteckom priemysle.
Titánové zliatiny majú podobné mechanické vlastnosti ako legované ocele, pričom titán má hustotu 4 500 kg/m3 (hliník 2 700 kg/m3, železo 7 600 kg/m3) a strednú hodnotu pevnosti 400 MPa. Vďaka svojej veľkej sile a nízkej hustote, v kombinácii s virtuálnou odolnosťou proti korózii, ponúka titán množstvo použití v automobilových aplikáciách. V oblasti automobilov našiel titán svoju prvú aplikáciu v motorových častiach pretekárskych automobilov začiatkom 80. rokov 20. storočia. Odvtedy sa rozsah jeho aplikácií rozšíril v osobných automobiloch na ventily motora, spojovacie tyče a ventilové pružinové držiaky, ako aj ventilové pružiny. Napriek svojim výhodám však titán zatiaľ nenašiel rozšírené použitie, pretože automobilový priemysel je veľmi citlivý na ceny. Náklady na titán sú relatívne vyššie ako náklady na oceľ alebo zliatiny hliníka. Aj napriek tejto skutočnosti získava titán pri niektorých aplikáciách čoraz širšie použitie.

Spájanie ťažko spojiteľného
Vo svete je preto čoraz viac požiadaviek na vytvorenie rôznych bimetalických spojov. Je prirodzené, že aj pri konštrukcii vozidla či lietadla dochádza k situáciám, keď treba spojiť hliník s titánom. Práve toto spájanie je veľkou výzvou, a to pre rozdiel vo fyzikálnych a mechanických vlastnostiach, no najmä v dôsledku tvorby krehkých intermetalických fáz, ako sú TiAl, TiAl3 a Ti3Al, ktoré vznikajú na rozhraní spoja a spôsobujú krehkosť a zhoršenie mechanických vlastností spoja. Keďže podľa binárneho diagramu týchto dvoch prvkov sú ťažko zvariteľné, muselo sa pristúpiť k metóde spojenia zvaro-spájkovaním. To znamená, že na strane hliníka došlo k vytvoreniu zvaru, pretože sa natavil základný materiál (teplota tavenia 661°C) a na strane titánu k spájkovaniu, pretože sa základný materiál (Ti) zmáčal prídavným materiálom.
V súčasnosti sa spájanie rôznych materiálov, akými sú práve hliník s titánom, môže dosiahnuť rôznymi metódami. Ide najmä o nitovanie, lepenie a skrutkovanie. Tieto metódy sa stále používajú v automobilovom a leteckom priemysle. Inou možnosťou na spojenie titánu s hliníkom je použitie laserového lúča.
Zvaro-spájkovanie je metóda spájania materiálov, kde na jednej strane dôjde iba k zmáčaniu základného materiálu (spájkovanie) a na druhej strane k nataveniu základného materiálu (zváranie).
Zváranie výbuchom je proces zvárania v tuhom stave, pri ktorom sa používa explózna sila na vytvorenie kovovej väzby medzi kovovými komponentmi.
Intermetalická fáza má zvyčajne odlišný typ kryštálovej mriežky ako základný kov, z ktorej vznikla. Má konštantné chemické zloženie.
Laserový lúč je zväzok elektromagnetického žiarenia s vysokou hustotou energie. Je koherentný (spojitý), monochromatický (jedna vlnová dĺžka) a divergencia (rozbiehavosť) je malá.
Tupý spoj je zvarový spoj dvoch prvkov navzájom spojených čelnými povrchmi ležiacich v jednej rovine.
Sľubný laser
V posledných rokoch sa používa na spojenie hliníka s titánom laserové zváranie, difúzne zváranie, zváranie trením, zváranie trením s premiešaním a ultrazvukové zváranie. Niektorí vedci skúmali zváranie výbuchom s cieľom eliminovať tvorbu intermetalických fáz.
Zváranie laserom je sľubným procesom spájania odlišných materiálov najmä kvôli vysokej hustote energie, úzkej zvarovej húsenici a úzkej oblasti ovplyvnenej teplom, hlbokej penetrácii, vysokej rýchlosti ochladzovania a následne obmedzenej tvorbe intermetalických fáz.
Používanie zvárania laserovým lúčom na spojenie hliníka s titánom má výhodu v precíznom ovládaní laserového lúča nízkym tepelným príkonom, v dôsledku čoho dochádza k eliminácii premiešania spájaných materiálov, a vo vysokej rýchlosti zvárania pri spájaní tenkých častí. Teplom ovplyvnená zóna je zvyčajne oveľa užšia ako pri ostatných konvenčných technológiách zvárania. Malá interakčná zóna a vysoká rýchlosť zvárania podporujú vysokú úroveň tepelných gradientov, ktoré sú užitočné z hľadiska optimalizácie obsahu intermetalických fáz, takže touto metódou zvárania možno obmedziť premiešanie materiálov.
Zvaro-spájkovanie
Mnohé štúdie týkajúce sa spájania hliníka s titánom sú založené na zvaro-spájkovaní, keď na strane hliníka dochádza k zváraniu a na strane titánu k spájkovaniu. Výsledná pevnosť v ťahu súvisí s hrúbkou intermetalickej fázy vytvorenej na strane titánu.
Pri tupých spojoch je posunutie laserového lúča od stredovej osi významný parameter na vytvorenie akceptovateľného spoja. Vedci študovali tupé spoje Al 5754 s Ti T40 vytvorené vláknovým laserom s posunutím lúča na stranu titánu. Zistili, že intermetalická fáza s hrúbkou menej ako 1 μm má zanedbateľný vplyv na mechanické vlastnosti zvarového spoja. Zvarové spoje boli vyhotovené bez zváracieho drôtu.
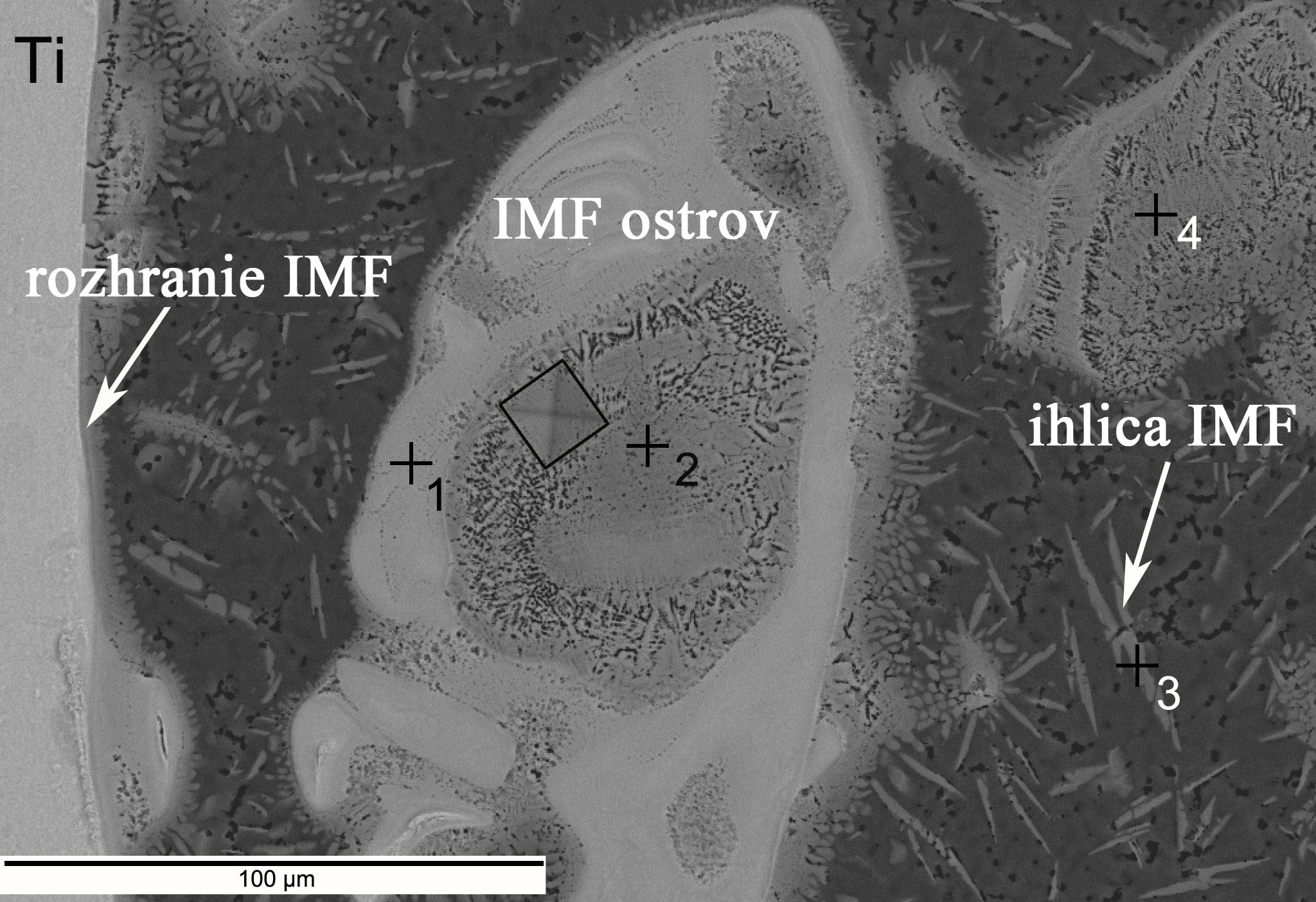
Analyzoval sa aj mechanizmus spojenia zliatin Al – Ti zvaro-spájkovaním s použitím zváracieho materiálu. Zistilo sa, že reakčná zóna spájkovaného spoja bola zložená z α-Ti a fáz Ti7Al5Si12 a TiAl3. Po preskúmaní Al – Ti spoja vyhotoveného pomocou CO2 lasera so zváracím drôtom AlSi12 sa zistilo, že pri nižšom príkone sa dosahovala vyššia pevnosť v ťahu, a to 296 MPa.
Prirodzene, že sa pri analýzach neobišli ani vplyvy reakčnej zóny na praskanie pri spojoch Al – Ti. Zistilo sa, že najlepšie mechanické vlastnosti sa dosiahli pri mikroštruktúrach s lamelovou morfológiou. Reakčné zóny sa objavili medzi zvarom Ti a Al, pričom reakčné vrstvy boli zložené z TiAl a TiAl3.
Slovenský vklad
Informácie o kombinácii zvariteľnosti už uvedených materiálov sú obmedzené. Na Katedre zvárania a spájania materiálov MTF STU sa ako experimentálne materiály pri zvaro-spájkovaní použili hliníková zliatina EN AW 5083 (hliníková zliatina série 5000 legovaná horčíkom, skratka AW z angl. Aluminum wrought – valcovaná) a komerčne čistý titán Grade 2 s hrúbkou 2 mm. Tupé zvaro-spájkované spoje boli vyhotovené pri rôznych parametroch zvárania. Pri vyhotovení spojov sa použil zvárací drôt s priemerom 1,2 mm. Zabránenie praskania zvarového kovu sa dosiahlo posunutím laserového lúča na stranu hliníkovej zliatiny. Keď bol posun 0 mm, premiešanie oboch kovov bolo priveľmi vysoké, čím sa vytvorilo väčšie množstvo intermetalických zlúčenín. V oblasti zvarového kovu došlo k zjemneniu zrna, čo bolo spôsobené vysokou rýchlosťou ochladzovania.
V závislosti od polohy lúča sa líšili rekcie na rozhraní spoja. Najvyššia pevnosť v ťahu bola zaznamenaná, keď sa laserový lúč posunul o 300 μm od stredovej čiary smerom do hliníkovej zliatiny, čo zabránilo taveniu titánu.
Publikovaním v karentovanom zahraničnom časopise sme prispeli k pochopeniu správania sa zvaro-spájkovaného spoja. Metóda spájania dvoch rôznych materiálov týmto spôsobom sa javí ako sľubný proces spájania ťažko zvariteľných materiálov a je potrebné venovať sa tejto sľubnej metóde spájania bimetalov aj v budúcnosti.
Ing. Maroš Vyskoč, PhD., IWE, Ústav výskumu progresívnych technológií, MTF STU so sídlom v Trnave
Ing. Miroslav Sahul, PhD., IWE, Ústav výrobných technológií, MTF STU so sídlom v Trnave
Ing. Martin Sahul, PhD., Ústav materiálov, MTF STU so sídlom v Trnave
Táto publikácia vznikla vďaka podpore v rámci operačného programu Výskum a inovácie pre projekt: Vedeckovýskumné centrum excelentnosti SlovakION pre materiálový a interdisciplinárny výskum, kód projektu v ITMS2014+: 313011W085 spolufinancovaný zo zdrojov Európskeho fondu regionálneho rozvoja.
Ak chcete mať prístup aj k exkluzívnemu obsahu pre predplatiteľov alebo si objednať tlačenú verziu časopisu Quark, prihláste sa alebo zaregistrujte.