

Technológia zvárania elektrónovým lúčom sa vďaka svojim výhodám, vysokej kvalite zvarového spoja a širokým možnostiam použitia presadzuje pri stavbe lietadiel, v kozmonautike, v energetickom aj automobilovom priemysle.
Spájanie materiálov patrí k ľudskej civilizácii odnepamäti. Najskôr to boli technológie mechanického spájania, pri ktorých sa napríklad do drevenej násady mechanicky pripevnil kamenný brit nástroja. Postupne sa objavili metódy spájkovania a prvou technológiou spájania materiálov zváraním bolo tzv. kováčske zváranie, pri ktorom sa železné materiály ohriali vo vyhni a údermi kladiva sa, ešte za horúca, spojili.
Výhody spájania materiálov
Spájať materiály je potrebné z dvoch dôvodov. Ten prvý je technologický. Zatiaľ nie je možné zhotoviť nejaký veľký celok, napríklad oceľový most, z jedného kusa. Druhý dôvod je ekonomický. Postupné pridávanie menších celkov a ich spájanie je lacnejšie, ako keby sa celok vyrábal z jedného polotovaru. S technickým pokrokom sa rozvíjali i spôsoby spájania materiálov. Na rozdiel od stavebných materiálov a dreva sa na spájanie kovových materiálov, a po druhej svetovej vojne aj plastov, využívajú predovšetkým tavné spôsoby spájania – zváranie. Princíp týchto metód je jednoduchý. Spočíva v lokálnom roztavení, zliatí a následnom ochladení spájaných materiálov v mieste budúceho spoja. Lokálny ohrev vyžaduje použitie intenzívneho zdroja tepla, pretože pri zváraní kovov v dôsledku ich vysokej tepelnej vodivosti teplo rýchlo uniká z oblasti zvárania do celého objemu kovu. Takýmito zdrojmi tepla môžu byť horľavé zmesi plynov (acetylén-kyslík), elektrický oblúk, odporový ohrev, ale aj laserový a elektrónový lúč.
Využitie elektrónového lúča
Elektrón je možné zaradiť medzi subatómové častice, ktoré nazývame leptóny. Podľa súčasných poznatkov patrí medzi základné častice, ktoré sa nedajú rozbiť na menšie častice. Elektrón má negatívny elektrický náboj −1,602 2 • 10-19C a jeho hmotnosť bola experimentmi stanovená na 9,11 • 10-31 kg. Využitie lúča elektrónov na technologické účely sa začalo na začiatku 20. storočia, keď
v roku 1904 nemecký fyzik Marcello von Pirani uverejnil návrh na vybudovanie pece na tavenie, spekanie a spojenie tantalových zŕn do tantalového bloku. V 30. rokoch 20. storočia bol skonštruovaný prvý elektrónový mikroskop, ktorý využíval namiesto viditeľného svetla prúd elektrónov. Ďalší rozvoj elektrónovej mikroskopie umožnil pokrok aj v oblasti využitia elektrónového lúča na zváranie. V 50. rokoch minulého storočia nemecký fyzik Karl-Heinz Steigerwald uskutočňoval experimenty na svojom elektrónovom mikroskope s cieľom zvýšiť jeho zväčšenie a na svoje prekvapenie zistil, že pri experimentoch vzorka zmizla. Neskôr Steigerwald prišiel na to, že reguláciou nastavenia výkonu sa vzorka roztaví a znova stuhne. Takto sa zrodilo zariadenie na zváranie elektrónovým lúčom.
Ako to funguje

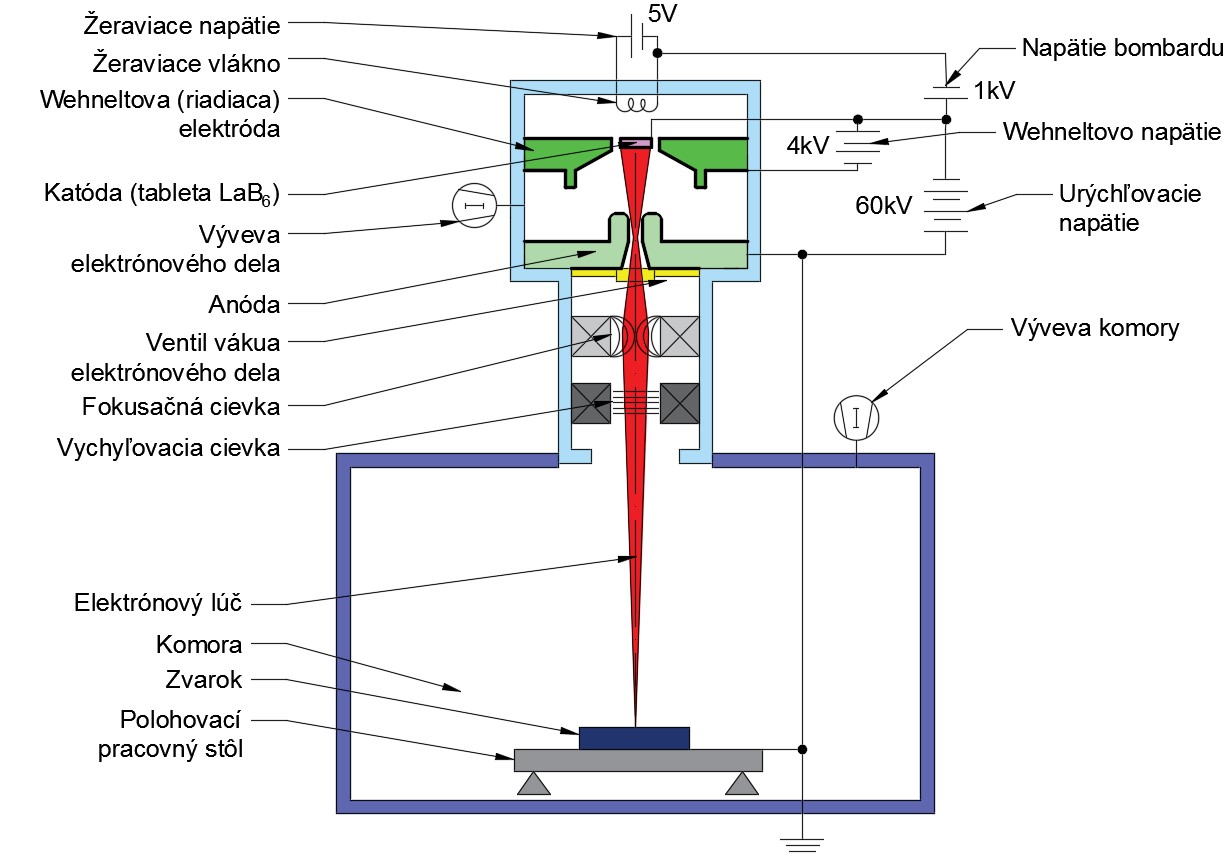
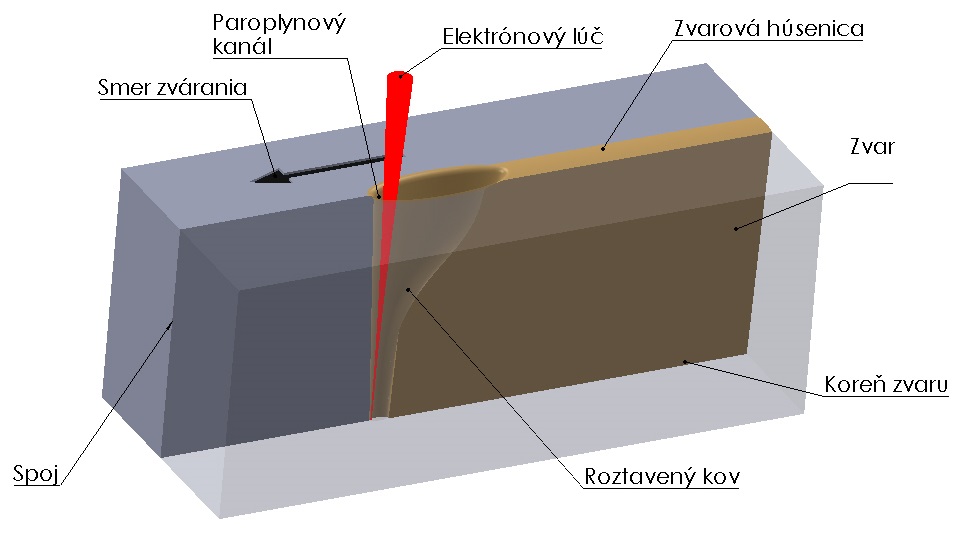
Zariadenie pozostáva z elektrónového dela, ktoré generuje elektrónový lúč, z riadiaceho systému, elektrónovej optiky a pracovnej komory, v ktorej sa nachádzajú zvárané materiály. Vlastným zdrojom elektrónov v elektrónovom dele je tableta z boridu lantánu – materiálu s vysokou emisivitou elektrónov umiestnená v tzv. Wehlentovej elektróde. Na emitovanie elektrónov je potrebné tabletu zohriať, čo sa deje elektrónmi emitovanými z volfrámovej kovovej katódy, cez ktorú prechádza elektrický prúd – podobne ako cez vlákno klasickej žiarovky. Za Wehlentovou elektródou je ďalšia elektróda – anóda, ktorá má však opačný potenciál ako katóda, v dôsledku čoho sú elektróny urýchľované smerom k nej. V jej strede sa nachádza otvor, cez ktorý elektróny pokračujú ďalej, smerom k zváraným materiálom. Aby bolo možné takto vzniknutý elektrónový lúč tvorený nosičmi náboja (elektrónmi) koncentrovať na čo najmenšiu plochu, resp. zabezpečiť v prípade potreby jeho kmitavý pohyb po povrchu zváraných materiálov, prechádza lúč niekoľkými zaostrovacími a vychyľovacími cievkami. V závislosti od veľkosti urýchľovacieho napätia sa rýchlosť elektrónov pohybuje v rozsahu 0,5- až 0,7-násobku rýchlosti svetla. Napriek tomu, že elektróny majú malú hmotnosť, ich relativistická hmotnosť (pohybujú sa rýchlosťou porovnateľnou s rýchlosťou svetla) je niekoľkotisíckrát väčšia. Ich kinetická energia je veľmi vysoká a po dopade elektrónov na zváraný materiál dôjde k premene takmer všetkej kinetickej energie na teplo, ktoré zvárané materiály v mieste dopadu zohrieva a následne aj taví. Pohybom zváraných materiálov k dopadajúcemu elektrónovému lúču postupne dochádza k ich metalurgickému spojeniu a vzniká zvar.
Ak chcete mať prístup aj k exkluzívnemu obsahu pre predplatiteľov alebo si objednať tlačenú verziu časopisu Quark, prihláste sa alebo zaregistrujte.
prof. Ing. Milan Marônek, CSc.
Materiálovotechnologická fakulta STU v Trnave
Fotky a schémy autor
Článok vznikol na základe realizácie projektu Centrum pre výskum a vývoj v oblasti elektrónovolúčových a progresívnych oblúkových technológií zvárania, navárania a povrchového spracovania – WeldCenter, ITMS kód 26210120017, v rámci operačného programu Výskum a vývoj financovaného zo zdrojov Európskeho fondu regionálneho rozvoja.


